|
Как и любой производственный процесс изготовление штампов для высечки является
последовательностью операций различной сложности. Технический прогресс не стоит на месте и
большинство из стадий производства штанцформ автоматизированные. Благодаря технологиям ведущих
мировых производителей оснастки для вырубки (штампов), участие человека сводится лишь к
переработке и подаче информации комплексу "умного" оборудования и контролю качества
продукции на различных промежуточных стадиях. По мере развития отрасли производства
штампов для высечки высокие технологии приходят и на украинский рынок.
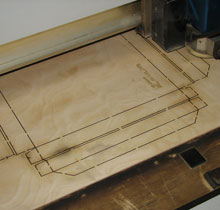
В составе парка оборудования ООО Штанц-Сервис присутствует лазерная установка с ЧПУ,
что автоматизирует процесс изготовления оснований для штанцформ (штампов) и минимизирует
влияние человеческого фактора на их качество. Стадий производства штампов для вырубки несколько.
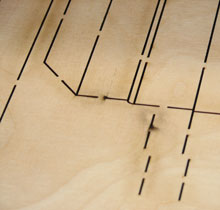
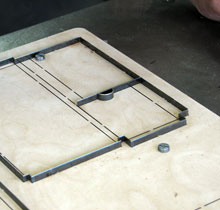
В зависимости от толщины материала и типа оборудования задаются толщины пазов, которые будут пропилены в фанерном основании. В файле указываются типы линий (режущие, биговальные линейки). Проставляются удерживающие мосты, чтобы готовое основание сохраняло целостность и жесткость после прожига.
Лазерная установка с ЧПУ согласно подготовленному файлу прожигает пазы заданной ширины на фанере необходимой толщины
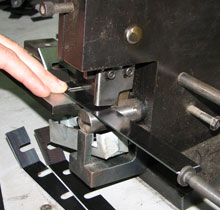
Согласно заданным параметрам подготавливаются линейки необходимого типа, толщины и высоты. Под подготовкой подразумевается нарезка линеек на необходимую длину, придание им необходимой формы (загибание), подготовка пазов в линейках для мостов в основании штанца.
Подготовленные линейки забиваются в пазы фанерного основания специальными молотками с бойками из мягкого металла или твердого пластика. Такой материал бойков необходим, чтобы избежать затупления режущих линеек.
Все режущие линейки и перфорации должны быть оклеены резиной, чтобы снимать с них просеченный материал. В противном случае высеченное изделие останется на штанцформе. Тип, высота и ширина резиновых полос (блоков) выбирается в зависимости от толщины основания, типа и толщины высекаемого материала и зоны штампа.
|